Elektrofúziós csőhegesztés
A csővezeték vagy a fő szennyvízcsatorna elhelyezésére egyetlen anyagdarab nem végezhető el. Napjainkig számos olyan módszert fejlesztettek ki, amelyek révén az egyes szegmensek összekapcsolása megtörtént. A legfejlettebb az elektrofúziós csőhegesztés.
Mi az?
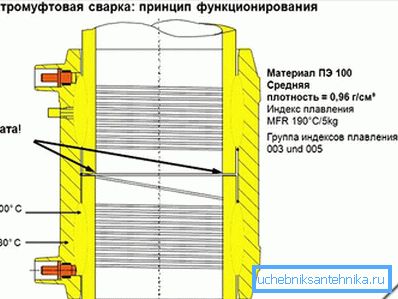
A módszer lényege abban rejlik, hogy az összekötő szerelvényben elektromos spirál van. Teljesen nyitott, részben eltemethető vagy rejtett. A fűtőelem két kimenő érintkezővel rendelkezik, amelyekhez a hegesztőgép csatlakoztatva van. A megadott feszültségérték meghatározott időtartamra kerül. A csatlakozó belső része és a bevezetett csőszakasz a hőmérséklet hatása alatt folyadékká válik. A külső fal nem olyan mértékig melegszik fel, és megtartja annak rugalmasságát, ami az anyag lefelé mozdulását eredményezi, aminek következtében egy monolitikus szerkezet keletkezik.

A tengelykapcsolók háromféle műanyagból készülnek: polietilén, polipropilén, polibutén. A gázvezetékek telepítéséhez általában csak az első opciót használják.
Tipp Jelölést alkalmaznak a szerelvényekre, amelyek tájékoztatják az üzemeltetőt arról, hogy milyen feszültséggel és milyen időszakra kell alkalmazni. Azt is jelzi, hogy a hûtõidõ hûtõ ideje. Ezenkívül a tervezés olyan speciális mutatókat is tartalmaz, amelyek jelzik a befejezett folyamatot.
előnyök

Ez a technológiai módszer számos pozitív szempontot tartalmaz:
- A hegesztés során a cső belső átmérője nem csökken. Ez azt jelenti, hogy nem csak akkor alkalmazható, ha a rendszer nyomófej állandó nyomás mellett van. A vízelvezető és viharos rendszerek nem jelentenek kivételt.
- Egy jól átgondolt instrumentális alapnak köszönhetően az emberi tényező a szükséges műveletek teljesítéséhez minimálisra csökken.
- Ez a módszer elfogadhatóbb, ha két nagy átmérőjű csövet kell rögzíteni.
- Az elektrofúziós hegesztés nélkülözhetetlen a fővezeték javítása során, és a csöveket nem lehet vízszintes síkban kiszorítani.
- A csuklózás akadályát akkor sem fogja alkalmazni, ha a csövek mindegyike vagy az egyik megerősített zárványokkal van megerõsítve. A hegesztésnél nincs garancia a varrás ilyen erősségére.
- A varrott polietilén csövek általában mechanikusan csatlakoznak. A ZN-hegesztés lehetőséget nyújt a molekuláris kötések befolyásolására, kiváló minőségű varrást biztosítva.
- Egy csővezeték több csaptelep összeállítása közvetlenül a helyszínen végezhető el, anélkül, hogy előzetesen össze kellene kötni és készen kellene készíteni egy szerkezetet.
- Az elektromos energia megtakarítása más típusokhoz képest.
- Különböző minőségű polietilén hegesztő termékek előnye, valamint különböző átmérőjű.
szerszámok

Annak érdekében, hogy az egész folyamat simán megy, szükséged van egy speciális eszközzel:
- Hegesztőgép. Ehhez a hegesztéshez egyedülálló egységet fejlesztettek ki. Félvezető technológián alapul, így kevesebb energiát fogyaszt, mint a többi társa. Általában az ilyen egységeknél a maximális és minimális hegesztett átmérők jelennek meg. Vonalkód-olvasó van, amely automatikusan adatokat küld egy adott típusú kapcsolatról, kézzel is elvégezhető. Az egyes összeköttetésekre vonatkozó adatokat a memóriában tárolják, így az üzemeltető vagy a kontrollcsoport információt kaphat. Lehet, hogy rendelkezik egy beépített soros vagy USB porttal, ezután csatlakoztathat egy flash meghajtót az utóbbihoz a beállítások vagy adatok átviteléhez. Az előlapon általában van egy kijelző, amely megjeleníti az aktuális beállításokat. Bizonyos egységekkel kiegészítve vannak különböző szakaszok.
- Szerkezettel. Kisméretű fémszerelvény több csíptetős szalag formájában. Ez az eszköz lehetővé teszi a csövek azonos síkba történő hegesztéséhez. Az ovalitás helyreállítására is szolgál. E célból külön bilincs használható.
- Cutter. Általában használja a lemezt. Ő az, aki lehetővé teszi egy egyenletes vágás végrehajtását, ami követelmény.
- Lehúzó. Kis fogantyú egy pengével. Ez is lehet egy készülék, amely több modulból áll. Az egyiket a csőbe helyezzük, a második, amelyen a vágófej található, össze van kötve és a felső réteget elforgatjuk. Ez az eljárás nem szükséges durva felület létrehozására, hanem a fúvóka oxidált részének eltávolítására.
- Rulett vagy vonalzó.
- Tisztább. A piszkot és a zsírt el kell távolítani. Ezt speciálisan egy adott típusú csőhöz kell tervezni. Ne használjon közönséges alkoholt vagy acetont.
- Marker. Vízálló fehér vagy élénk színű, nem csak a jelölések alkalmazására, hanem a tüskék helyére vonatkozó adatok is.
Tipp A nyeregbetéthez speciális fúrógépet is használnak, valamint egy csavarkulcsot és egy csavarhúzót a bilincsekhez.
felszerelés

A tüskefolyamat nem túl bonyolult, de bizonyos pontosság, figyelem és kitartás szükséges.
- Ha a munka megkezdése előtt van idő, tanácsos a csövet 24 órán belül kiegyenesíteni, leengedni az öbölből, ezáltal elősegíti az ovalitás részleges korrigálását.
- Az első dolog, hogy vágja a szélén a cső. E célból lehetséges, de nem kívánatos, fémfűrész használata. A fenék durva. Használjon lemezcső-vágót, ez biztosítja a megfelelő síkot.
- A következő a jelölés. Szükség van arra a vonalra, amelyre a szerelvény visel. Tőle egy másik, 1-2 cm-es margó, és jelölje meg.
- A lehúzó vagy a mechanikai oxid tisztító segítségével távolítsa el a felső réteget. Azon csövek esetében, amelyek átmérője nem haladja meg a 63 mm-t, 0,1 mm. Ha a külső átmérő nagyobb, akkor el kell távolítani a 0,2 mm-t.
- Most a csövet oldószerrel kezeljük és helyezzük a helyzetbe. Jól rögzítettnek és helyesnek kell lennie. A szerelvényt nem szabad törési stressznek alávetni. A pozícionálónak kompenzálnia kell.
- A tengelykapcsolót fel kell helyezni (belső felülettel is kezelni kell). Ha a cső átmérője nagyon nagy, akkor a csatlakozó teljes méretűre nyúlik. A második elágazó csövet be kell vezetni, és a szerelvény mélysége alá kell esni. A jelzálog hélixnek a teljes csőterületen kell lennie a megfelelő ötvözés biztosítása érdekében.
- Két cső összekötése után a hegesztőgép csatlakozik. A szükséges paramétereket a lapolvasó elolvassa vagy kézzel beírja. A folyamat elindul. Fontos megjegyezni, hogy a hűtési idő magában foglal egy teljes ciklust is. Ha a klip az idő előtt eltávolításra kerül, a tömörség megszakad.
- Ha minden feladat befejeződött, akkor az idő és a dátum, valamint az üzemeltető kerülnek a kapcsolatba.
- A nyeregtábla felszerelése hasonló algoritmussal rendelkezik. A tisztítást a telepítés helyén végezzük, de nem az egész kerületen, hanem csak a tapadás helyén, amelyet spirál blokkol. A nyereg eltávolítása után a nyereg fel van húzva és szorosan rögzítve van. Hegesztés történik. Továbbá egy további eszköz segítségével vágást végeznek. A dugóval a technológiai nyílás zárva van, és címkét alkalmaznak.
Tipp Az oxid eltávolításához ne használjon csiszolópapírt vagy nem megfelelő tisztítószert. Ön egyszerűen karcolja meg a felületet, de nem fogja elérni a kívánt eredményt.
Tipikus hibák

Bizonyos esetekben a kapcsolat nyomásmentes. Ez már a teljes telepítés befejezésekor is kimutatható. Ez a következő okok miatt következik be:
- Az üzemeltető nem kompenzálta az oválisságot. Ez okozhatja, hogy az olvadt műanyag nem tölti meg a teljes helyet.
- A kaparászást nem végeztek lehúzóval. Az eredmény az lesz, hogy a tengelykapcsoló és a cső nem alkot monolitikus forrasztást.
- A cső az illesztés szögében volt. Ennek következménye a folyékony műanyag szivárgása.
- A szerelvény nem volt teljesen felszerelve. A jelzálog hélix nem elégíti meg a csuklós felület megfelelő mennyiségét.
- Nincs zsírtalanítás, vagy azt követően, hogy megérintette a tisztítás helyét. A kapcsolat nem lesz szoros.
A HDPE csövek csatlakoztatásához ez az utasítás is érvényes. Ez a módszer sokkal jobb, mint a mechanikus bilincsekkel ellátott szerelvények alkalmazása, amelyek nem tudnak tökéletesen feszülni.
videó
A szolgáltatott videoanyagok az elektrofúziós csőhegesztés technológiai folyamatát mutatják: